Ajouter à mes favoris
Voir la traduction automatique
Ceci est une traduction automatique. Pour voir le texte original en anglais
cliquez ici
#Transports Industrie automobile/ aérospatiale
{{{sourceTextContent.title}}}
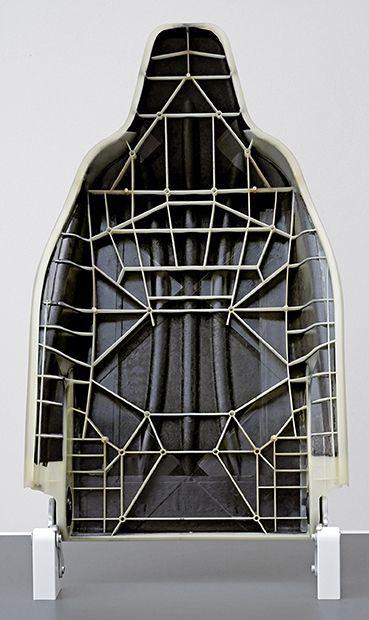
Grâce plus légère de Seatback à la structure de fibre de carbone
{{{sourceTextContent.subTitle}}}
Collaborant avec plusieurs associés de projet, les commandes de Johnson ont développé une nouvelle structure de seatback pour des véhicules à moteur
{{{sourceTextContent.description}}}
Quatre composants différents sont employés pour fabriquer la pièce : acier, verre - fibre - plastique renforcé (GFP), une natte non-tissée de fibre de carbone et une bande thermoplastique contenant la fibre continue de carbone.
La natte non-tissée de fibre de carbone est d'abord thermoformée et fournit la forme de base du seatback. Des bandes fibre-contenantes de carbone sont alors utilisées pour augmenter la force dans des régions spécifiques du seatback. Le verre - fibre - structure thermoplastique renforcée de nervure est alors créé au moyen de moulage par injection. Cette structure de nervure a également les points d'attache pour la mousse, la couverture de siège et les éléments de sûreté. Les morceaux en acier particulièrement enduits d'adapteur placés dans le moule avant l'injection forment un raccordement positif et tiennent les deux régleurs de siège. Les mécanismes d'ajustement de siège sont attachés au seatback dans une étape séparée par l'intermédiaire de la soudure laser.
Des essais d'accident simulant une collision a posteriori ont été déjà effectués avec le seatback developpé récemment. Pour ces derniers, le prototype de seatback a été monté à une base conventionnelle de siège. Ce siège témoin a répondu aux exigences de force pour des sièges avec une structure en métal produite dans le grand volume.
Basé sur l'état actuel du projet, le seatback developpé récemment est plus d'allumeur 40 qu'un seatback conventionnel en métal. D'ailleurs, l'intégration de fonction réduit les étapes d'assemblée pendant la production. Le processus de fabrication peut être conçu pour des volumes d'environ 200.000 unités par chaîne et année de production. À l'avenir, il devrait être possible d'enduire les surfaces évidentes du seatback pendant le processus de fabrication afin de fournir des possibilités attrayantes de conception et de différentiation dans l'intérieur du véhicule. Selon les des prévisions courantes, les clients devraient avoir accès aux résultats du projet en date des 2019 années modèles.